
Setting planned and intelligent filter maintenance programs can reduce downtime, increase efficiency and usher your hydraulic systems into the IoT future.
By Josh Cosford, Contributing Editor
Plant maintenance practices vary by industry, by economic conditions, by process and by employees. Some plants may have strict preventive maintenance programs, following a rigid schedule of maintenance tasks to lower the possibility of machine failure. On the other hand, the maintenance of machinery may be spontaneous, occurring only after a breakdown or perhaps during an unrelated shutdown. Hydraulic filtration equipment has its own set of maintenance requirements. However, these requirements are sometimes neglected just as with other machinery. This article covers these unique requirements and what an ideal maintenance program should look like.
I’m not going to cover reactive maintenance, which occurs only after a breakdown, and even then, the effort only fixes the symptoms rather than investigating the cause. If your hydraulic machine only receives attention during a failure, then shame on you. The headaches related to reactive maintenance are self induced, and if you can’t afford the time and money resources to care for machinery, you may need to consider employment in the service industry.
Preventive maintenance, on some level, should represent the minimum effort applied to caring for your machinery. You need to head failures off at the pass, as it were, by creating conditions ideal for hydraulic filter, and therefore, component longevity, maximizing production time while reducing replacement costs for expensive pumps, valves and actuators. There are different levels of preventive maintenance, which may be partially defined by the type or scope of the machinery you own.
Start with healthy fluid
I’ve always said that a healthy machine requires healthy hydraulic fluid. Hydraulic fluid, whether it be traditional mineral based, synthetic or even a glycol, is essentially the life blood of the machine. It needs to remain clean, cool and dry, which is your primary goal in your preventive maintenance program, whether you approach it as such or not. When specifically talking about a fluid cleanliness program, just as much thought and effort should be placed here as with bearings, cooling systems or lubrication systems.
Clean hydraulic fluid requires the strategic and thoughtful removal of particle contamination. With expensive, high-precision hydraulics, the days of finding an inexpensive spin-on filter element in the return line are simply not enough. The return line, or tank line, is simply not ideal, first of all. Secondly, the use of a spin-on filter element suggests you could be doing better in filter quality as well, since the effectiveness of filtration media varies vastly. Besides, there are conditions such as with closed-center hydraulics that a machine can be running with very little return line flow, making this location ineffective.

Although you should absolutely have a return line filter to trap particles generated in or by the machine — which will collect them before contaminating the reservoir and subsequently distributed to the circuit again — you should add at least two other filters in strategic locations to bring your maintenance to the next level. And regardless of whether your machine came equipped with these filter locations, the good news is they can be added to nearly any machines after.
A pressure filter added after the pump will prevent any particles from being distributed to the rest of the system, and this is especially important should a catastrophic pump failure occur. A pump failure could occur because of a manufacturing failure at no fault of your own, and a pressure filter will trap the subsequent release of damaging particles before they arrive at downstream valves, cylinders or motors. A pressure filter should be of high quality, low micron filter media and sized appropriately to reduce backpressure, which is inefficient and creates waste heat.
Return and pressure filters excel at trapping particles generated or ingested rapidly, and preventing subsequent infection. But these two should not be your primary method of conditioning the fluid, because they are installed into and exposed to the functioning system. The chance of flow or pressure spikes means they must be sized appropriately to prevent excessive pressure drop, and their efficiency ratings will be reflected as such. For example, a 10 micron filter in the tank line with a moderate Beta Ratio is ideal. Fine filtration, unfortunately, has the consequence of higher backpressure, since the filter media has tinier pores through which fluid can pass, and the effect is exacerbated as the filter becomes clogged.

Adding an offline filter of extremely low micron rating and very high Beta Ratio is the best method of overall oil cleanliness. Because the offline filter operates in a separate kidney loop, it is unexposed to the flow and pressure effects of the rest of the machine, simply running continuously to remove particles from the oil. These filters should be as low micron as possible, with the highest efficiency and dirt holding capacity. If you spend your budget on only one form of efficient filtration, it is here. The other locations can be left with lower efficiency elements, which are often less expensive.
Plan filter change-out intelligently
Now having all the critical filter locations covered, you must now go about planning the filter element replacement. All high-quality filter assemblies are installed with bypass check valves to skirt flow around the element to prevent excessive backpressure as they become clogged. If the filters are not changed prior to bypassing, fluid passes through unfiltered, defeating their intended purpose. Changing filter elements in conjunction with moon cycles is nonsense, either costing you too much or missing out on periods of unplanned particle ingestion.
Filters should be equipped, at a minimum, with some indicator that measures pressure differential across the filter element. These indicators exist as simple pressure gauges or pop-up indicators, which signal when a filter is approaching two-thirds of their bypass pressure by reason of the volume of trapped particles. However, these gauges or indicators must be monitored and tracked at least weekly by the maintenance team, as no benefit exists when observing a filter already bypassing.

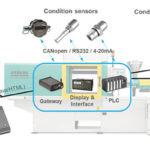
Stepping up your game involves using the electrical monitoring of filter differential pressure. Rather than observing and tracking what could be many dozens of pressure gauges or indicators, adding a pressure switch to the indicator port allows you to feed that signal to your PLC, throwing out a warning code should the filter be approaching bypass. This method warns you the first moment the filter approached bypass, providing enough time to plan your swap of that filter element during scheduled machine downtime.
Going even further into the realm of predictive maintenance, installing analog transducers and recording pressure differential trends takes fluid conditioning to the highest level. Because pressure differential can change based on factors such as temperature, humidity and machine duty cycle, even a go, no-go indicator such as a switch can provide a false sense of urgency, as the switch will open when oil heats up and becomes more dry. A transducer logging trends allows you to filter out false starts and see how filter performance changes over time, regardless of machine or ambient conditions.
Smart machine monitoring can not only plot filter performance, but also compare performance to other trended data, providing insights into conditions suitable for extended filter performance. Using temperature, pressure, vibration and other sensors in a hydraulic system allows plotting of data to make decisions based on advanced analytics. You may discover interesting trends, such as a filter element that builds backpressure less slowly as it becomes clogged compared its initial trapping of particles, allowing extended element replacement intervals.
Adding IoT concepts into the mix shoots your practices into the realm of predictive maintenance. Imagine knowing that when your oil’s water saturation level reaches 400 ppm, your filter service life drops by 50% compared to when the water saturation is at 200 ppm. Using data and analytics can provide you with these advanced data, and with appropriate ERP software, orders can be placed automatically to filter vendors when the trend of higher humidity continues, since the machine has learned the particular effects of water on filter life.
It’s obvious that no maintenance practice related to hydraulic filtration is an absolute travesty, and one would expect that you reap what you sow when it comes to machine failures and downtime. However, in today’s age of information, data, just-in-time and flexible manufacturing, the financial and labor resources are just not available to be wasted. Filtration maintenance is not a one-size fits all concept. Filters should not only be changed only when needed, they should only be ordered from the supplier when needed, and these orders should occur either automatically or with one click on your smartphone.
Luckily, all the major players in the fluid power game are working on Industry 4.0 technologies to bring fluid conditioning into the data age. Maintenance with augmented reality, for example, can already provide teams with live views of filter life and fluid condition. Daily machine inspections can now take minutes, and doesn’t even require the technician to step on the plant floor. Unlike some other technologies, predictive filter maintenance can be added to any machine, so consider if these concepts will work for your plant.



Leave a Reply