
Contributed by Josh Cosford

Many fluid power systems fail simply because there is too much particle contamination in the fluid medium. In fact, some estimate that 75% of all fluid power failures can be attributed to contamination-related issues. Thus you, as an engineer, technician or end-user, who ignores filtration does so at the peril of your hydraulic system.
There are multiple reasons why your hydraulic fluid becomes contaminated. Every hydraulic machine is first manufactured with built-in contamination during machining, cutting, welding and grinding of the reservoir and fixed plumbing. Additionally, contamination ingression also occurs from either new oil (which is dirtier than you imagine) or external sources such as fallout, grime, mud and dust. Finally, the components in your system generate their own particles when friction components such as bearings, pistons, spools and swashplates rub together.
Removing all forms of particle contamination is your highest priority to ensure a long, reliable life for your hydraulic machine. Filters are your first line of defense to reduce the number of particles in your fluid. Filters also prevent excessive internally-generated contamination, considering particles exacerbate the rate of internally generated contamination, acting like liquid sandpaper.
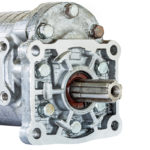
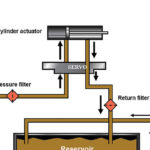
There are several types of filters for you to choose, the most popular of which are inline cartridge and spin-on filter assemblies. The inline cartridge filter assembly is popular and is available for pressure and return lines. These assemblies have a drop filter cartridge (as shown in the cutaway Figure 1) that can be removed and replaced when they become clogged. Spin-on filter assemblies are also used for inline applications, although their location is typically limited to return lines. Some manufacturers make heavy-duty assemblies, Figure 2, rated for upwards of 500 psi, which make them ideal for you to use in return lines experiencing pressure spikes.

Other filter options exist, such as bag filters and suction strainers. Bag filters are used when large volumes of fluid are being processed, such as is required in steel mills. They are less common in a “live” system where they’re exposed to primary pump flow but are instead more popular in high volume kidney loop “offline” systems (see Where should I locate my hydraulic filter?).
Also fairly common are suction strainers installed in the reservoir’s pump outlet port. They’re often made from woven steel fibers and are designed to remove larger chunks of contamination that could harm a pump. Care must be taken to ensure your suction strainer doesn’t impact pump inlet conditions, as excessive flow resistance increases the likelihood of pump cavitation and resulting damage.
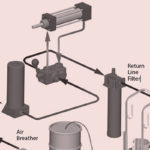
Filter construction is also important when you choose your assembly. Construction dictates not only where your filter can and should be located, but also the flow and pressure rating of the assembly. Material construction ranges from plastic or aluminum for low-pressure (500 psi or less) inline or return line assemblies. For medium pressure locations (1000-3000 psi), aluminum or steel housings are required. High-pressure filter assemblies (those rated higher than 3000 psi), such as in Figure 3, require steel construction for both their filter head and bowl, and are often installed with elements constructed for higher collapse pressure.
The construction design of a filter assembly varies specifically with its installed location, and differs based on where in the circuit you locate the filter. Any filter installed in a working pressure line requires the capacity to survive that very pressure, and then some for safe measure. Return line filters are generally only required to handle backpressure related to flow, which increases due to both flow intensification4 and also to pressure differential created from the clogged element itself.
Did you know? Flow intensification occurs when a differential cylinder retracts; the flow entering the rod side results in higher velocity from the same flow entering a smaller volume.
Filters are sized appropriately to handle the maximum flow possible with reasonably low backpressure. Filter assemblies are installed with bypass valves that open when backpressure reaches a predetermined level. The backpressure is created as the element becomes clogged with particles. As the bypass valve opens, fluid sidesteps the element itself, flowing around it to avoid excessive and damaging backpressure, especially in return lines. As a bonus, larger filter assemblies have higher dirt holding capacity, which itself is a critical design consideration.

Once you arrive at a filter assembly suitable to your application’s installation requirements, have selected the appropriate pressure rating, and then sized it appropriately to reduce backpressure, you can continue by considering how finely you want to filter your fluid.
Every filter manufacturer of reasonable reputation tests and then publishes their filtration ratings, expressing the lowest micron size the filter will efficiently remove, and what that efficiency rating is. You hear filters referred to as their micron rating, such as 5 micron. Anyone can throw a rating at a filter and call it a day, but how you qualify that number dictates how effective the filter is at removing particles of the rated size.
Manufacturers must express the beta ratio measured at the given particle rating size for the rating to mean anything. The beta ratio expresses the difference between particles measured before a filter and then after the filter. The higher the ratio, the higher number of particles were trapped in just one pass through filter on a dedicated test rig with special test dust.
For example, a beta ratio of 200 represents that for every 200 particles entering upstream of the filter only one particle makes it through. Just as you must specify beta ratio with micron rating, so too must you specify micron rating with beta ratio; they are arbitrary without each other. Written properly, it may read β5 ≥ 200, which means the filter is rated for 5 microns, greater than or equal to beta 200.
Once the beta ratio is known, some simple math converts that number an efficiency rating. Simply take the beta ratio, subtract one, and then divide by the beta ratio. For example, (200-1)/200 = 0.995, or 99.5% efficiency. The previous example tells us our hydraulic filter removes particles of 5 microns and larger at an efficiency of at least 99.5% in a single pass. Always look for the highest beta ratio you can find.


Leave a Reply