By Josh Cosford, Contributing Editor
It’s not enough for you to learn how to design or install hydraulic systems. Any fluid power professional worth their weight in hydraulic oil approaches their education holistically, even if this education occurs after your last exam in college. Engineers and designers absolutely must consider how to make it easier for the mechanic who will eventually maintain the machine, offering various access points for test gauges, ball valves to isolate sub-circuits and filters located where the technician has easy access.

Moreover, technicians and mechanics perform their jobs well when familiar with fluid power best practices, especially from a maintenance perspective. At the same time, nobody is expecting your construction equipment mechanic to learn about the frequency response of servovalves, but other subjects are universal to the industry.
The subset of filtration is arguably the most universally required, applied by everyone between the engineer and mechanic to ensure pumps, valves, and actuators operate reliably and efficiently. Filtration, of course, protects equipment spanning dozens of other industries, but much of the conversation regarding hydraulic oil filtration is unique. To master hydraulics, you need to master the following terms.
Beta Ratio
Beta Ratio describes the ratio between contamination particles measured upstream of the test filter to downstream of the test filter. For example, using the ISO 16889 multi-pass test standard, labs artificially contaminate a given volume of hydraulic fluid with a given volume of certified test dust until the fluid is saturated.
The lab runs the contaminated hydraulic fluid through the tested filter assembly. Then, using sophisticated particle counting equipment, they measure the number of particles before and then again after the filter. The lab calculates the Beta Ratio by dividing the number of particles before the filter by the number of particles after. For example, if the manufacturer presents their 5 micron (5µ) filter for testing and the lab measures 200,000 particles before the filter and then only 1000 particles after the filter, the Beta Ratio is 200.
I should mention that the Beta Ratio must be expressed alongside the micron rating of the filter. Our 5µ example only becomes valid should the manufacturer express it alongside the Beta Ratio. Filter ratings are sometimes arbitrarily based upon the manufacturer’s whim, and any filter could be given any rating without expressing how efficiently it removes those particles. A t-shirt could remove some number of 5-micron particles, albeit not very efficiently. This concept brings us to our next term.
Efficiency
Really just an expansion of the Beta Ratio, filter efficiency is another way of expressing how well a filter removes particles of a given size. To calculate filter efficiency, simply subtract one from the Beta Ratio and then divide that by the Beta Ratio. I’ll use the example using a Beta Ratio of 1000:
Using this formula, we can see that a Beta Ratio of 1000 equates to 99.9% efficiency, which is very efficient. For example, a decent filter is anything above 98% efficiency. Anything less is not worth putting on your machine. Although it seems like the 99.9% filter is only 1.9% better than the 98% efficient filter, let me put it another way.
The 98% efficient filter is trapping particles at a 50:1 clip (Beta Ratio of 50). So if we have 100,000 particles upstream of the filter, 2000 particles are passing straight through. However, with the 99.9% efficient element (1000 Beta Ratio), only 10 of those 100,000 particles can make it through. The finer filter actually removes two hundred times more particles and is exponentially more efficient.
It should be clear that it’s often misleading when you play around with efficiency numbers. When manufacturers express nominal efficiency, it often describes the percentage of particles the filter may trap. You can expect this from paper or cellulose filter media. Filters with absolute ratings will generally trap all or most of the particles of the expressed size. Look for synthetic filter media for the most efficient filtration.
Dirt Holding Capacity
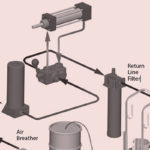
Let’s face it, a filter’s primary role is to hold onto dirt. Next to the proficiency in which a filter traps particles, the quantity of particles trapped takes a close second place. It’s not enough to trap a few particles and call it a day. As a filter traps particles, those particles block the flow path through the fibers of the element, which in turn increases backpressure. Backpressure in hydraulic lines — especially return lines — can be detrimental. To ward off excessive backpressure, hydraulic filters use bypass check valves that open when pressure rises above their spring value.
What’s worse than trapping only a few particles is letting all particles pass right through. When a filter goes into bypass because its media is clogged, you have precisely zero filtration occurring. I’m not pointing this out as a public service announcement to change your filter as required (which is essential), but as a segue into the importance of a filter with high dirt holding capacity.
Three factors play into the number of particles a filter will hold — media type, construction style and physical size. The media refers to the fiber or mesh cloth or textile from which the manufacturer makes. A depth media is one where many layers of fiber create a volume where particles become trapped. A surface media is one where essentially one layer stops particles from passing.
Depth media offers a higher dirt retention capacity, with many possible layers of fiber to trap particles. A surface media can easily clog its pores, although some such as wire mesh may be cleaned and re-used. The construction and spacing of the pleats also play into dirt holding capacity. A filter with many deep pleats will trap much more than an inexpensive model using fewer shallow pleats. Finally, it will make sense that a physically larger filter assembly has more volume to trap contamination, holding more while offering reduced pressure drop.
Particle Count
It’s critical for you to understand the number of particles contaminating your hydraulic fluid. By elucidating just how “dirty” your oil is, you can make adjustments in filtration quality and element changeover based on real-world results of your filtration program. A simple bin tipper hydraulic circuit, for example, gets by with less stringent filter quality. In contrast, your CNC tube bending machine operates with high precision proportional valves and requires finer filtration.
But how fine is fine? Most hydraulic component manufacturers will specify the required fluid cleanliness required for the best performance of their pump, valve or actuator. If you can’t find that information, the below chart offers a guideline.
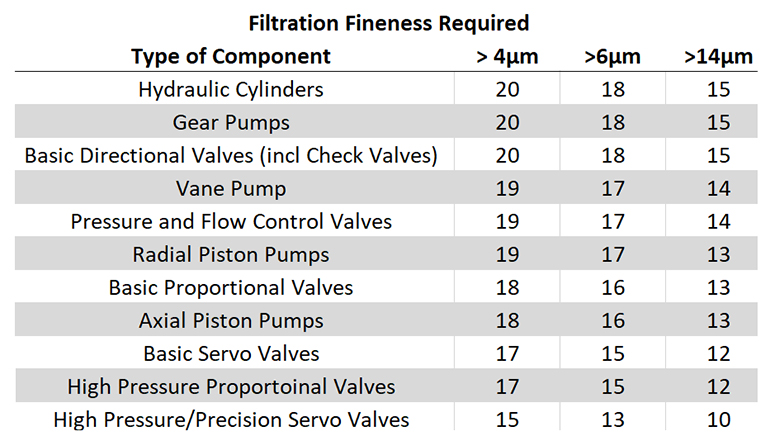
The numbers atop the three righthand columns represent the three sizes of particles deemed most damaging to a hydraulic system – 4, 6 and 14 microns. Listed in those columns is a digit standing for a range of particles found in 100 ml of fluid as measured by an electronic particle counter. That digit signified an ISO code offering a range of particles, as listed below. Together, the three digits represent the ISO 4406 contamination code.
If we use the vane pump as an example, which requires at least 19/17/14 or better for protection, we simply pick each range of the below chart to represent the maximum range of particles you should measure in the 100 ml of sample fluid. ISO Code 19 tells us there are between 260,000 and 500,000 particles larger than 4 microns, including both 6- and 14-micron particles. Then the 17 equates to between 64,000 and 130,000 6 micron particles. Finally, the 14 tell us between 8,000 and 16,000 particles of the 14-micron and larger size may be in the fluid sample.
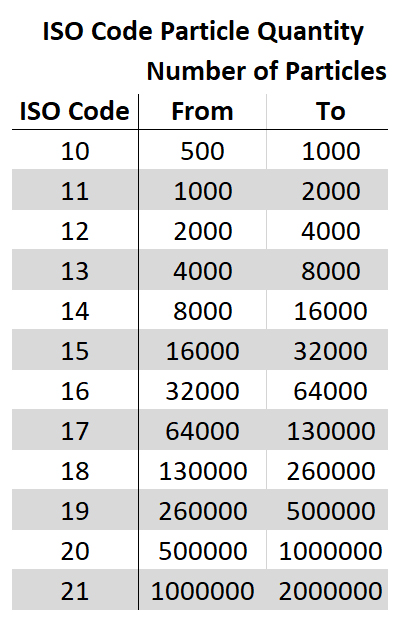
You’ll have noticed that every code doubles the number of particles in each range. As you move up in the ISO Code, particles increase exponentially, so just a few digits difference (say 11 to 14) stands for eight times the number of particles.
There is no downside to having fluid cleaner than the recommended ISO Code. Because of their precise internals and high-pressure drop, servovalves like to see very few damaging particles circulating, so you must achieve at least 15/13/10 for reliable operation. However, your gear pumps and directional valves will not complain should you offer up the same level of cleanliness. In fact, I consider dirty oil to act much like a lapping compound, which wears away the metal of pumps, valves and motors. In turn, this wearing of metal adds to the circulating contamination, further exacerbating the lapping effect. There is no such thing as “too clean” hydraulic fluid.