
Cold cylinder start-up hydraulic seal testing is the latest in Hallite’s third-party validation for the integrity of its sealing materials and designs.
After successful completion of a new test method in 2015 for assessing the amount of dirt and dust that enters a typical hydraulic system through the rod wiper, Hallite Seals decided to continue its partnership with the Milwaukee School of Engineering (MSOE) Fluid Power Institute for several more rounds of hydraulic seal testing.

Since the development of the rod wiper test, Hallite and MSOE have worked together to develop additional repeatable, comparative tests that allow Hallite to understand performance of existing and new prototype products. “MSOE does a lot of hand-in-hand work with Hallite,” said Russ Steinmmetz, MSOE Project Engineer.
Tests conducted to date include five specific areas:
1. insertion and break-away force testing for piston seals
2. frictional drag testing for rod seals at different pressures
3. deflection and compression testing for wear bands
4. cold cylinder start-up testing for rod seals
5. endurance testing for rod seals featuring a first-of-its-kind test chamber where 16 rod seals can be tested simultaneously
The partners have recently concluded the first step in the cold cylinder start-up testing for rod seals’ performance, said Chuck White, Director of Commercial Development for Hallite. This test is different from standard cold-start tests, he explained, because most current tests may have the cylinder in a freezer but the oil may be warm at the start. Instead, the MSOE and Hallite test begins with the sub-Arctic temperatures one may find in Northern Canada, for example. The procedure requires cold soak of cylinders for 8-12 hours prior to cycling and the extremely low temperatures in the freezer effectively replicate conditions as if the machine was outside overnight. “Most of the current test standards do not replicate real-life cold-start conditions.”
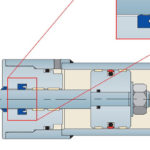
MSOE developed a closed-loop/circuit system using accumulators to keep cold and warm oil separated in the application and to ensure consistent readings from test to test. This repeatable test chamber can reach –110°F (–80°C).
Hallite saw a need for this test when several cylinder customers came to its engineers with cold-start issues. So Hallite decided to use various cylinders available in the market with its rod seals to conduct side-by-side comparisons with different competitive profiles.
Cylinder pressure is just enough to move the rod, and cylinder speed is as slow as possible—down to ½ in/sec—to simulate worst conditions. As White said, these are “the worst possible operating conditions for a rod seal in cold conditions.” When we start a cycle, if the temperature jumps more than 5°, we stop the test and let the oil cool down to the target test temperature.” Due to the oil viscosity being that of jelly at very low temperatures, ports in the hydraulic cylinder were adjusted to 1 inch in diameter to maximize the flow path of the stiff fluid.
Hallite’s rod seals are rated for -50°F in the catalog, which is considered Artic conditions. The test is performed down to a maximum–65°F, as this becomes the limit for typical Arctic ISO 15 oils to remain fluid enough for a hydraulic system to operate.
White said that Hallite’s rod seals have performed quite well in the tests. They have installed a camera in the freezer, which allows them to see how the seals perform under these harsh conditions. “With the camera, we can monitor the leakage during the test cycle” White said. “So in real time, we can see what’s going on in there.”
See the test chamber in action in this video below:
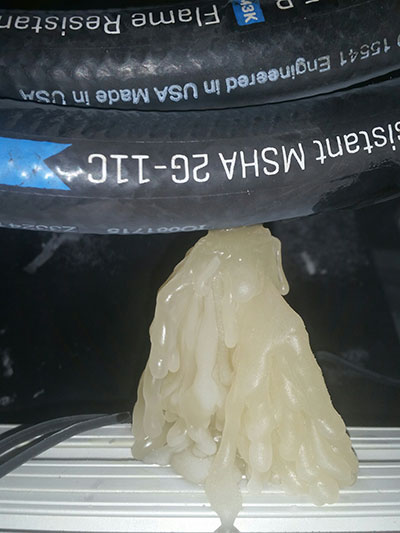
Leakage is assessed by seeing oil build up on the rods. Using a visual leakage standard which employs a scale of 0 to 5—which has been adopted by many OEM hydraulic manufacturers —0 means there is no leakage, 0-2 is where you want to be performing as this there is no presence of oil dripping from the rod, at 3 there is a presence of intermittent fluid and non-falling beaded oil formation, and 4-5 is clearly a failure. It’s unacceptable to be in that range, said White.
“For Hallite’s 605 asymmetrical U-cup, in tests to –65°F, we saw no leakage , so we’re at a 0. Hallite 621 saw a leakage rate of 1 at temperatures down to –65F,” White said. “This indicates how both the seal profile and material will perform. If it falls within the acceptable range, this is what is to be expected in the field. This kind of testing is something that I don’t see our competitors doing.”

Hallite is in the process of testing several different rod seal profiles and materials to better understand how their products react in extremely cold conditions. “This allows us to be able look at what the true capabilities of our materials and profiles really are,” White said. “This will also allow us to develop new materials and profiles, so we’re always ready to meet the market’s needs keeping in mind how these new products react in cold temperature conditions.
This is just the first phase in this particular test. MSOE and Hallite plan to test with other types of Arctic fluids to understand how they perform in cold conditions with the seals. Hallite and MSOE will also be utilizing the fluid test facilities located in the Chase Commerce Center in Milwaukee. Featuring major hydraulic power capabilities, MSOE has specialized equipment for evaluating pumps, valves, motors, cylinders, tubes, filters, and winches in accordance with appropriate NFPA, ANSI, SAE, ISO and MIL standards.
According to Tim Kerrigan, director of the Fluid Power Institute, “Student involvement is a big part of what we provide in these highly repeatable tests. They work very hard to design tests that can do that.”
White added, “MSOE is great at developing test processes that repeatable. For us to have third-party results, especially from MSOE which is so well-known in the industry, that’s powerful.”
Hallite
hallite.com/us/
MSOE
www.msoe.edu



Leave a Reply