
(Following is the unedited transcript from a recent 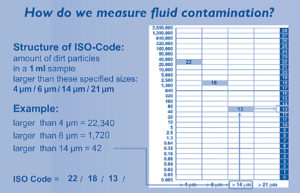 webinar, with Josh Cosford as the presenter.)
webinar, with Josh Cosford as the presenter.)
We’re going to talk about proper contamination control today, and what that means to your hydraulic system, how you can apply it, and what it all means in the end.
Controlling contamination is the single most important consideration for ensuring a reliable hydraulic system. Everybody’s heard that before, and we’re going to talk about why this is true. Contamination can take many forms. These include particles. And this is what people think when they hear about contamination, it’s the stuff that floats around in your oil. It’s little bits that get in places that they shouldn’t exist, and destroy things, and wear things, and you need to get rid of those, but people also don’t consider heat.
Heat is a form of contamination. It increases the oxidation rate of the fluid. It reduces viscosity, so you have more part on part wear. It also increases the rate of sludge, and it just does nasty things to your oil. You also have water contamination. Unless you’re using high water-based fluids, water inside your oil is really bad. It also increases oxidation rate, especially when combined with heat, can also pool, and freeze, and it’s just terrible to have. And we all know it doesn’t mix with oil, so that’s something you need to keep out.
There’s also sludge. Sludge is a byproduct often of heat and other things that happen within oil, or just happens with old oil, but it’s still another form of contamination that you need to consider. However, contamination can take many forms. Today, this webinar will focus on particle examination, so all the little bits of metal, of silica, of bronze, and everything that can get into your hydraulic system and wear away components, and cause damage.
Fun fact, this just past Tuesday, the 5th, was World Soil Day. I came across that little tidbit of information looking for images on dirt and particles. Two days earlier we could all celebrate. I know I’m going out for a beer. Anyway, today we’re going to talk about what factors contribute to particle contamination, where the primary points of particle entry are, also how to avoid ingesting particles into your hydraulic system, and components available to remove these particles.
What are the primary sources that contribute to hydraulic fluid particle contamination? There’s a few of those. There’s four major ones that we typically talk about. The first one is manufactured or built in contamination. This is an example of a reservoir that had some welding slag on it. You can see there’s a bead of weld, and the slag is a leftover byproduct that happens from that high heat, high oxidation process. This stuff unfortunately, when you’re manufacturing reservoirs or components, you’re putting in baffles in a reservoir everything’s welded, but these are supposed to be chipped off and cleaned away, but often it’s not done properly. It’s not done well.
It’s hard to flush, or grind, or sand, and then get out every bit of particle contamination that exists in a reservoir. Just like in a car engine where the first 500 to 1,000 miles is your break-in period, so too is it with a hydraulic machine where the highest rate of contamination is when the initial startup, and then as later on down the road when things start to wear. These are definitely a factor, but also not just the welding, but also from the chips that might happen from pipe threading.
When you have like a system using hard plumbing, especially big, thick piping systems with elbows, and lengths of pipes, and runs, return lines, whatever you have it, these are often threaded. And those are those threading particles can exist, and stay inside the system until you start it up. Another contributing factor is contamination of new oil, we’ll talk a little bit more about in a bit, but that is definitely something you need to look out for. Excuse me. And then also ingression from the surroundings.
This is an example of a reservoir clean out panel. You can see in there. It’s just a fact of pulling that apart, you can see all the gunk around the gasket that could fall into the tank, and as well as you could have dirt even just on the hands of the technician that’s doing the work can get in there and cause damage. It doesn’t sound like much, but it contributes over time. The ingression can happen from environmental surroundings, so just from dirt, and water, and rain, sand, dust, especially on mobile machinery this is a huge consideration.
There’s also internally generated contamination. These can happen from the wear on a gear pump, which they’re pretty robust, and they can take a lot of wear, and a lot of clearance between the gears, the spur gear and the wall of the pump and still be able to pump, but when it comes to high precision components like piston pumps, this kind of contamination that gets created. As this wear plate, for example, is damaged through cavitation, those little brass, bronze particles are floating around in the system after they are damaged, and those little implosions that are being caused by cavitation, they have to go somewhere. And it’s going right into your oil.
Now we’re going to talk about where particle entry occurs, so the places that are most common for ingression. Here we have a nice, clean technician. He’s wearing a brand new set of overalls. He’s on top of a brand new excavator, and he’s got a brand new, nice, clean jug of fluid that he’s pouring in the top of this thing. Yeah, it looks pretty good, right? I mean, everything should be clean? Unfortunately, it’s not.
Studies have shown new hydraulic oil can have an ISO cleanliness code as high as 25/22/19, and those three numbers represent 4, 6, and 14 micron particle sizes. I’m gonna do a quick rundown of what all this means if you’re not familiar with this terminology, but I’ll just lead with a few slides and continue on. The average ISO code required by the average high pressure hydraulic system, so if you’re running, say, a piston pump, and 3,000 PSI or higher, is 18, 16, and 13. I’m going to break that down and tell you what that means.
This is a graph of your ISO code from 4 to 28, and how many particles that exist in the upper and lower range of that. If we use this example in the ISO code column, so for example this number 17 that we’re looking at, it’s gonna have an upper range. If that code, like we had in the first one that was any one of those numbers, will represent a range of this case of 640 to 1,300 of that sized particles, the first one being 4 microns, the second one being 6, and the last one being 14.
If the 14 sized particle one was a 17, then it would have between 640 and 1,300 of those particles. It’s hard to get an exact number with that type of machinery and equipment, so this is why they give you a range, and it’s quite a big a range. What’s important to know, that is every time you go up in a number, that’s actually double the particles. If you think that, okay, the number 25 or 23 is not that much higher than 18, but it’s gonna have exponentially higher particles. In this case, going from 18 to 23 goes from 2,500 particles max to 80,000 particles.
You’ve got to imagine. And this is for one milliliter of fluid. One milliliter is not very much. You’re talking 1,000 milliliters are in a liter. To have these numbers be that high is absolutely insane. I’m not saying all hydraulic oil is this clean, or new oil is this dirty, I mean, but this is some studies have shown this, where people will measure brand new oil. And the particles exist from their same manufacturing process, that ingression. Their priority is not to provide you with servo valve quality hydraulic fluid where you can use it right out of the jug. They expect people to treat it before they use it.
In this example that you have with the 25, 22, and 19 of the new oil, you’re expected to have 160 to 320,000 full micron particles in one milliliter of fluid, and in 6 it’s 20 to 40,000, and in 14 microns you’re looking at two and a half to 5,000 particles. That’s just insane if you ask me. Ideal oil, the oil that you want circulating your high pressure hydraulic system, and we’re talking just piston pumps, but not necessarily servo valves, you want to have the 4, 6, and 14 particles being in the one and point three to two and a half, or four micron particles. It still seems like a lot, but because the particle is so fine, you wouldn’t be able to see that with the naked eye.
320 to 640 6 micron particles, and only 40 to 80 14 micron particles. You can see there’s a huge difference in the level of particles that are acceptable compared to what is in the oil. What you need to do is use a filter cart. You need to take that oil in a drum or a bucket, and you need to suck it up with one of the tubes that exist on a filter cart, go through the system. They come with a pump, pumps it out the other side filtered, and then put it into your tank.
What do you do? Here’s a tank, right? Lift off the lid, put in the hose, and just fill ‘er up? I suppose you could do that, but here’s the problem. This is what most hydraulic systems actually look like, right. There’s a guy in the coveralls, and the brand new reservoir I showed you a couple slides ago, that only exists on the first day of operation. Chances are, you’re gonna be putting oil into this machine that’s 10, 20 years old or more, and it’s got crud, and goop on it. And this is an actual picture of a hydraulic machine of one of my customers that I had seen for a reaction injection molding machine.
This stuff’s just nasty. To just open up the filler-breather cap and start filling in oil, particles everywhere are just going to fall into the tank and make it worse. What you need to do is use flat face couplers. These are installed on the tank, and the reservoir, sorry, the tank or the reservoir, and then the filter cart would have the other side of this. What this allows you to do is avoid any air or environmental ambient exposure, any particles that could fall into the tank.
Literally, these connections here are flat face, so they don’t kind of hold dirt, and ideally you want to make sure that the protective caps are in place when not in use. This allows you to have a nice, clean surface, plug them together. Start your filter cart. Start to pumping oil in. It gets clean, and stays clean as it enters the tank, and you never have any ingression. Flat face couplers are the ideal choice. Some people will use a pioneer type coupler. You see these a lot on tractors.
Usually with these, often, is if they’re not stainless steel, first of all they can get rusty. And that rust, those particles are damaging to a hydraulic system just like everything else. In the case of this one, it’s rusted, and got goop and dirt in it. And it’s kind of packed into the female portion of the connection. You can see right here that if you were to connect a hose to this, all the particles that are sitting there are just gonna start flowing into your hydraulic system.
This is why the flat face couplers are ideal. You can get the protective caps for pioneer and other type couplers, but even if they’re misplaced, a flat faced coupler, that flat surface can easily be wiped clean, and then you connect your hoses and be relatively clean. Particle injection also occurs during the rebuilding of components. Here’s a guy fixing a pump, right? Ideally these things will go into a parts washer before they’re re-installed, but you can just see the crud.
This is on a mobile application, obviously, but you imagine when these things are going together that this technician, he’s not washing his hands between the process as he should, but he may not be. He might put it back together with dirty hands, may not have been cleaned properly. Although this is one that everybody needs to be mindful of, and if you have a team of technicians, or if you’re a technician yourself, be wary that everything you do, when you rebuild a component you take it apart, it could be cylinders, pumps, motors, what have you, that you should do the best you can to make sure it’s clean before it goes back together.
What that means is using something, a parts washer, right? You have these solvent-based, high temperature washers that are great at pulling apart particles, and dirt, and sludge off of pumps and other components. And yeah, some of these things have very large systems that help dry it and make it sparkling clean before it ever goes back together. This isn’t a guarantee that every single four micron particle, six micron particle is gonna be removed, but it certainly helps, and it can reduce the chance of those particles doing damage.
We know that contributing factors are the manufacturer that built in contamination, as well as the internally generated contamination, and also the contamination that exists in new oil. Now, we know where it comes from. How do we get rid of it? What is the best way to spec out your system, add things in afterwards, what have you, so that you can remove that from the system, or prevent those particles from doing damage?
Here we have a couple examples of filters. This is what you need. You need filtration, right? You need return line filters. You need suction filters, or inline filters. It’s pretty obvious, that this is what people used in every single hydraulic system, but sometimes they’re misused. Sometimes they’re not high quality enough. Sometimes they’re used in the wrong locations, so I’ll talk of different ways that you can use filtration to help remove contamination.
We’ll talk about filters and their locations. Here we have four examples of filters. We have a suction filter, some return line filters, some pressure filters, and some offline filters. I’m gonna talk about where these things go in the hydraulic system. One thing I didn’t mention, but is also just as important, is how your filter breather assembly … Every reservoir, especially if you’re using hydraulic cylinders, because they displace oil, and they change the level of oil that exists in your hydraulic tank, air needs to get in and out of that tank to allow …
If it doesn’t you’ll create vacuum conditions inside your reservoir. You’ll create cavitation, aeration, just bad. Air needs to get in and out of your reservoir as the fluid level of the reservoir moves up and down. The filter breather cap is used so that as you suck in air as your extending the cylinder, that any particles that are airborne, any ambient particles, they get filtered as they go in and out. And just like any other filter that exists you can get high quality ones, low quality ones.
Low quality ones that you get at a local hardware store, or tractor supply store, they might just have foam in there, but you can actually get really high quality ones that not only have very fine, three micron or better filtration qualities, but also have water removal properties. They have a desiccate in there that can actually dry the air so that you’re not adding any water contamination. Those are things to look for. I’m really just, in this case, not really focusing on particles in the air.
I’m gonna try to focus on particles in the fluid. So these are the top four choices, so ensuring that on a suction filter that fluid is clean when it enters your pump, and then return line filters so that fluid is clean as it returns from the rest of the circuit. In the case of a pressure filter, so that anything that the pump does manage to suck up does not make it out to the rest of the system. And then with these offline, or kidney loop type filtration systems, these are dedicated systems that, all they do is run a closed loop of fluid in and out of the reservoir, they can filter the oil continuously, and really have no effect on what’s happening in the rest of the hydraulic system other than cleaning the oil.
Looking at this example of a hydraulic system, this is just a basic system. I didn’t show the actuators, but it could be a cylinder and motor on the other end. Those are just the basic, one prime mover, and then the different locations that you can have a filter. Starting just off the reservoir you have a suction filter. These ones, there’s controversy related to them because you don’t always know they’re there, and they can cause cavitation if they’re not cleaned or serviced properly, but they do protect the pump and their components from ingesting any large forms of contamination. They do have their place, but you do need to be careful applying them.
Then after the pump you have a pressure filter. This is an assembly that can handle high pressure. Let’s say your pump explodes. If you have some downstream servo valves, or high response proportional valves, any really sensitive, expensive components, having a pressure filter really just is insurance so that if your pump wears, that rapid wear, if you have catastrophic failure of the pump, that the rest of the hydraulic system doesn’t get those particles that were part of the exploding pump.
And I use that term facetiously. Pumps don’t tend to just randomly explode like bombs, but anyway. Then following the circuit around, after the valve you go through the return line filter. Those are generally the most commonly used, so the very minimum. People tend to put a return line filter, which is a good thing, but it has it’s downsides as well. Then after that we have dedicated filtration system. It’s a separate pump motor, as you can see here, and a separate, offline filtration assembly.
Here we have suction strainers, and I talked about the upsides and downsides of each of these kind of pumps, I mean, sorry, each of these kind of filtrations. The good thing about a suction strainer is that it protects the pump and the immediate downstream components from large particles. I should mention that it is only from large particles, because the micron ratings can be 100 or higher for these. And if you notice that the ISO code explanation earlier, they spelled out the 4, 6, and 14 micro particle sizes. This is because in decades of studying contamination and how it affects a hydraulic system, those are the three sizes that were considered the most damaging.
Those are the most damaging particle sizes because they get into the clearances of orifices in between wear plates, and gear housings, and in gears. Those are the ones that are big enough to cause damage, but small enough they’d get into places they shouldn’t be. Whereas, in the case of suction strainers, they can only be so fine before a, they increase back pressure to the point where you have pump cavitation, or b, mesh can only get so small. You can only make a wire so small and weave it together against other wire, whereas the depth and synthetic medias of other filtration types are really good at trapping really fine particles but still not reducing back pressure very much.
The down sides of suction filters is that they do increase the risk of cavitation, and this is because the second part, they can be difficult to service. A brand new, appropriately sized suction strainer will have little affect on the pump, and any kind of increase in suction line vacuum, especially brand new. The issue is that you have to make sure that all service personnel know that they exist, and that they’re cleaned or replaced on a regular basis so that just like any filter, the particles that are prevented from going downstream are actually trapped on the element itself.
Why else can be careful of these is because the act of cleaning them can also release those particles, and you may put it back into the tank, and those particles that didn’t exist on the downstream part of the filter became loose, or you added to during the servicing. They do have their place, and they’re really effective at ensuring that pumps don’t suck up large chunks of contamination, but just make sure that they’re applied and serviced correctly.
There are return line filters. These are the venerable ones that you see in either reservoirs, or in the return lines in mobile systems. The top one you see typically in industrial applications. The bottom one you typically see in mobile applications, the spin-on type, although the spin-ons tend to be economical, these MP Filtri ones here, they do have a high quality filtration media, and they’re available in great beta ratios and really fine filtration as well, not as fine as some other slip in cartridge elements that you see in their pressure return line filters, but they’re a lot different from their cellulose based spin-ons that you might see on a log splitter, for example.
The advantages of a return line filter is that they’re easy to service and maintain. They’re usually right there out in the open sitting on the reservoir, under the reservoir. They can lift up the cover of it and drop in a replacement filter, or just spin of the filter and spin a new one on. Those are really easy. They’re also available with high quality filter elements, so high quality meaning high dirt holding capacity, low micron rating, anywhere from 10, 5, 3 micron or better, and also have a good high quality depth type element that is really efficient in removing particles in one pass.
It’s also easy to monitor clogged elements. You can see on these examples that they have pressure gauges. Most filters have a bypass valve in it, and so it’s a little check valve that if back pressure created from the filter element as it gets clogged becomes too high, that it will slowly open up this bypass check valve, and that can be anywhere, depending on the location of the filter, it could be anywhere from 3, 4, 5 PSI, 15 PSI, or in pressure filters it could be 100 PSI, or some filter elements in some pressure filters literally have zero bypass valves. They don’t want any contamination going past.
But what happens is, the filter will have a pressure gauge on it, or an indicator that allows you to tell when the filter’s about to be clogged. Obviously, if the filter is clogged and you’re in bypass, you’re letting through 100% of the dirty oil that exists in the system. You want to typically change a filter when it’s about 2/3 clogged, so it has a little bit left if you don’t do it like it’s urgent. You do it right when you see the needle or the pop up indicator on the filter, it gives you some time to do it. You can plan it, and have your service team take care of that kind of on a schedule, rather than after it’s already in bypass and doing damage to the downstream components.
The downside to the return filter is that they require flow to operate. In an example, let’s say an open loop variable displacement pump, if none of your actuators are being actuated, your pump is on standby, and no flow is existing to be pushed downstream into your return line filter. They’re kind of like a part time system. In that regard, if you have a fixed-pump, and the pump is always flowing, even if you’re not doing any work, there’s still fluid that’s going through it.
These are good in that regard, but any kind of variable displacement, or any flow on demand type application, you might even have an unloaded pump assembly, or the fluid gets unloaded during low operation, or low duty cycle type applications, nothing is getting filtered. The pump’s running, and fluid is moving. Contamination could be being generated, because there could still be wear against the pump and the walls of this wash plate, and whatnot, but none of those particles are being removed. Excuse me.
The other downside to a return line filter is they increase return line back pressure. Typically it may not be more than 8, 10, 15 PSI at the most, but if you have any application where you have flow surges, where you have a high flow, just say on like a two to one cylinder where this cylinder will flow more in retraction than extension out the B port of your valves, you could have double the flow coming back, and you could have some real back pressure issues if your return line filter is not sized appropriately to handle that.
Those are not necessarily a down side of the return filter per se, but it’s a design consideration that you need to think of that, always make sure that you have as limited as possible back pressure related to flow through the component. If you’re not sure, then it’s always a good idea to oversize the return filter. There’s no harm in that. If you have any back pressure related to it, it should be only because of the bypass valve, and because it’s becoming contaminated and clogged with particles, not because you undersize it, and didn’t choose a high enough flow rate.
Pressure filters. These are good, because they protect all components downstream of the pump, even if the pump is producing the contamination. As a pump produces contamination, it’s just like a car engine where right when it starts to operate, over the first 100 hours or so as all the components wear together, and kind of lap against each other, and then again as the pump starts to fail, so then it starts to release more contamination, especially if it’s related to other contamination that’s causing that wear, or because of … I forgot what I was going to say there. Moving on.
The other upside of the pressure filter is the available high quality filter elements. Just like return line filter, you can get a three micron filter, and because it’s in a pressure line, especially in like, say, high pressure applications, they can just force fluid right through it and it doesn’t really cause any concerns about back pressure and making sure that they affect your system. You still want to make sure that it’s sized appropriately. If you have a high flow system, you should still make sure you do that appropriate, but they’re still available in three, five, or ten micron systems that can protect high quality, downstream components like servo and proportional valves.
The downside is that they provide no pump protection. The only component not protected by it is the pump, but if you have all the other parts in place, if you have a return filtration, and the next one we talked about is the offline filtration, you shouldn’t see any issues there. Downside is also that they can be expensive, so there’s a lot of bulk to them. They have to be strong to withstand high pressure, and also pressure spikes that are created downstream of them. They can be expensive because of that.
Next is the offline filtration systems. These can literally just be a pump motor group that you put together yourself, and you added a filter to it. And they pull fluid out of a suction line. And these are dedicated lines, and then it goes right back in the reservoir. What these do is, they just circulate the oil continuously. Even if the machine is literally off, and you could have these things continuously run to make sure that your oil is always at it’s ideal ISO cleanliness code, so it doesn’t matter if you have a fixed pump, a variable pump, if the machine is even running at all, this could still be used to operate continuously.
Advantages here are, they provide the highest quality filtration levels with no affect on the primary hydraulic system. These ones you can get down to, I’ve seen companies with two micron beta 2000 level filtration with dirt holding capacity in the 400 or 500 gram range on a filter. That’s a huge amount of contamination that these things can hold, and that they can do so efficiently and have no affect on the rest of the hydraulic system, what’s good about them.
They’re also available with sophisticated options such as particle monitoring and water removal. Some of these things might have vacuum dehydration, or other machinery on a very large cart or device that has all this built together. Particle monitoring is great because it allows you to see live what your ISO contamination code is. You can use these on a cart, so it’s like a upscale level filter cart that you can move from machine to machine rather than having it on dedicated equipment that can have the dehydrator, that can have the particle contamination so that you know that a particular machine that is producing a lot of contamination, you can put this on a machine until you get your code down to where you want it, and then move it on to another machine. There’s that advantage.
And then like I mentioned earlier, they have a high dirt holding capacity. They can hold, often cases, if you use some of these large filtration systems, 400 or 500 grams or more of dirt holding capacity. However, they can be expensive and bulky, it depends on how well they’re optioned out, and what technology is being used in it. They also require, if using, say, particle contamination monitoring, they require a conditioned level of pressure and flow through it. The equipment can be pretty sensitive, but a lot of it takes care of itself. They come with pressure compensated flow controls and devices. They do that, but it adds to the expense, and adds to the complexity.
Lastly, I want to talk about how important contamination control is. We talked about where to use it, what types of things you can use, and really how important this is. I like to use this example. Consider this, that dirty hydraulic oil is like a lapping compound. Everybody knows a lapping compound. It’s kind of like a paste or a liquid that’s used as sandpaper. Particle contamination wears away at pumps, valves, cylinders, and every component of a hydraulic system. You need to consider that, right?
This increased wear leaves even more particles in the oil, and increases it’s grit. It’s something that … I wrote a blog recently on Fluid Power World called Contamination Begets Contamination, or was it Particles Begets Particles? But what it means is that the more dirt, and the more particles that you have in your hydraulic system, the more they wear away at the hydraulic system, and the more you increase your particles. It’s this vicious cycle that if you’re not controlling, contamination gets worse and worse.
And you gotta picture, if you start with a little bit of grit, and you’re running a system, and you’re not keeping in check, either the filter element’s in bypass and you don’t know it, the next thing you know you have more contamination existing. You have double the particles, so they’re getting in the places they shouldn’t, like in the swash plate, inside the rotating group of your vein pump. They’re wearing away more particles, more bronze, and adding more into the system. You just get more and more contamination in your system. Next thing you know, it’s full of garbage, full of particles, and it starts to wear really rapidly.
This is where every part of your system can just start to break down almost all at once. This is why you need to consider proper contamination control. Finally, we just want to mention this last statement that controlling contamination ensures that all built in and internally generated contamination is eliminated before harm occurs, but also ensures outside sources of contamination don’t lead to increases in the latter. It’s the most important thing, like I said, of any hydraulic system, is controlling contamination.
Questions and answers
Q: Who makes the best filters?
A: I think that for the most part all the major players in the game, they make top notch filtration, and they make economical filtration. Just like you can buy a General Motors, they make their Chevy Cruze base model, but they also make their Cadillac XTS. Everybody makes a wide range depending on your budget and requirements where it’s going in the system. Yeah, it is a loaded question. What’s most important is that you look out for the best filters that every company makes, and you use those in your hydraulic system.
Q: My log splitter is 15 years old, and I’ve only changed the filter once. Why does it still work so well?
A: A log splitter is a pretty simple piece of machinery. It’s got a pump, often two stage pump. It’s got one valve, and one cylinder. There’s really three things. And I’ve seen this before, and back when I started I used to sell log splitters, and really this is, you got a guy who’s got a log splitter. Literally, he comes in, and he brings in a 20 year old log splitter pump, and he says he’s never changed his filter. But the thing is, is the components that are on it, they work really well regardless of it.
It’s a really simple system. They’re inexpensive. The clearances on the pump are really wide, and gear pumps work really well even when they’re worn. They still work, even if they’re slower, or they can’t handle the pressure they used to, and the valves as well. The spool valves that are used, those kickoff valves that are used in a log splitter, they’re not really a high precision piece of component either. You can get them for less than $100 at your local tractor supply store, and even the cylinders as well. A cylinder will even work with no seals in it, for the most part. It’ll just be at reduced speeds and reduced pressure, but they still work.
And so until your farmer, or the individual operating a log splitter, your landscaping company, until it literally just stops working and can’t split any wood anymore, they tend to just leave it. That’s an application that’s kind of an extreme of quality, where it really doesn’t matter as much. But the reality is there are $300,000 excavators out there. There are multi-million dollar injection molding machines. Most of the machinery that exists, you want it to last a long time. You want it to be reliable.
Down time is not an option, especially in the automotive realm, for example. Machinery down time is not an option. This is why, yeah, those kind of things exist, just like a 50 year old small block Chevy that they changed the oil on it once every three years. It just seems to work. But yeah, it’s just two extremes there where, you know, those guys got lucky, or they have low demand of their log splitter.
Q: If you could pick only one filter location, what would it be?
A: You know, that’s a good question. I probably would have to say return line filter would be the single most important, and I think it’s relatively economical, but you can get them with a high enough filtration quality, and dirt holding capacity, and beta ratio, that they will do probably 90% of the filtration in a system. A pressure filter is kind of like a insurance policy against the rest of your system should your pump decide to grenade, or explode, or wear rapidly. A kidney loop filtration, or offline filtration is for when you have absolutely critical ISO contamination levels to hit, and you need that really fine filtration, for servo valves, for example.
And then, suction strainers as well, that would probably be the one that’s least critical for the performance of the hydraulic system, because they still let quite a bit of damaging particles through, the 4, 6, and 14 micron particles. I would go with return line filter.
Leave a Reply